
SMT工艺 PCB布局设计参考建议
注意点—1:
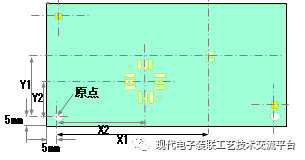
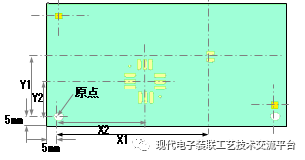
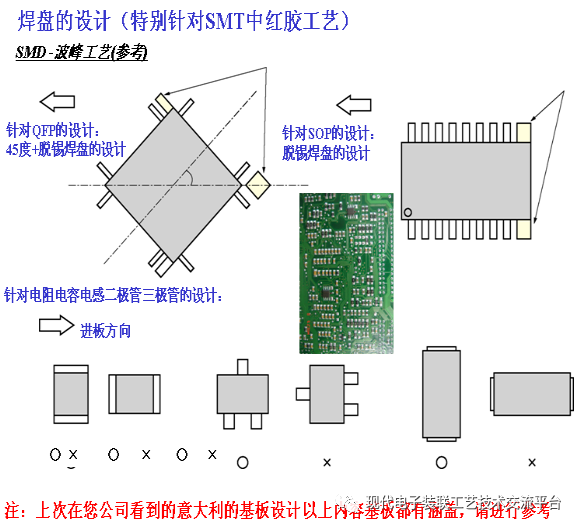
基板上必备的设计内容 1.基板上必须具备有MARK点,通常采用方形或圆形设计。直径/边长在0.8mm-1.2mm使用较多。
2.MARK点通常设计为对角线。
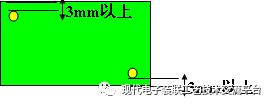
3.MARK点与基板上任何元件都应距离板边3mm以上建议5mm,因为设备轨道两侧必须各留出3mm进行基板的固定。
4. 基板加工精度 ・基板 MARK 基板原点 的加工精度:±0.05m
注意点—2:
注意点—3:
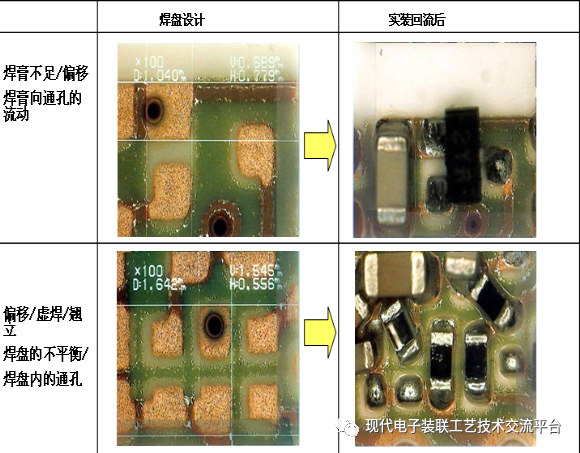
基板布局通孔的设计——避免在焊盘上开通孔
注意点—4:
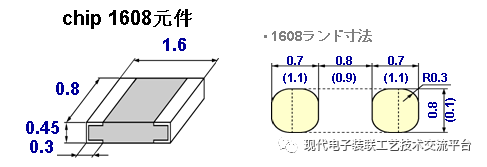
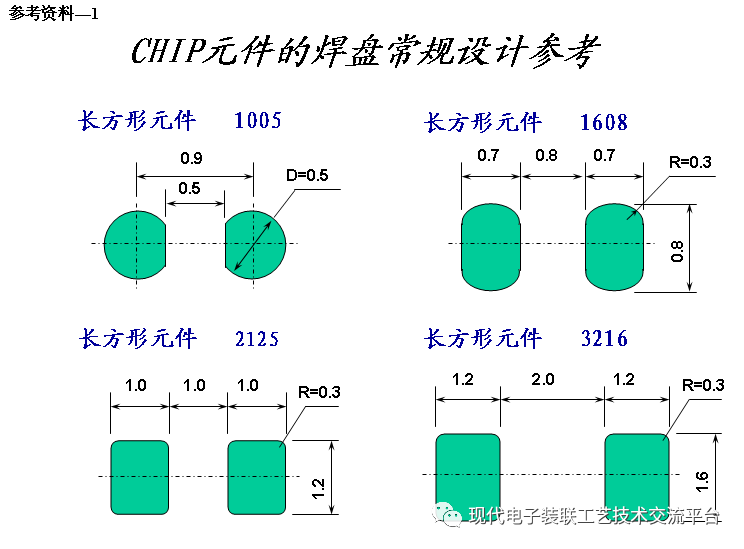
焊盘尺寸的设计 通常胶水工艺元件从1608-3216(公制) 1)避免出现焊盘大小不一的现象
2)焊盘尺寸的设计一定要与元件的尺寸相匹配坚决避免出现1608的元件使用2125或3216的焊盘的现象 例:一一对应
注意点—5
基板的镀层考虑当前使用的有铅类的镀sn-pb较多,无铅类的采用OSP和镀纯sn,最好与基板供应商进行沟通。
(二)SMT 基板可制造性设计基础介绍

DFM设计(PCB)一般原则
1.PCB外形和尺寸应与结构设计一致,器件选型应满足结构件的限高要求,元器件布局不应导致装配干涉
2.PCB外形以及定位孔、安装孔等的设计应考虑PCB制造的加工误差以及结构件的加工误差
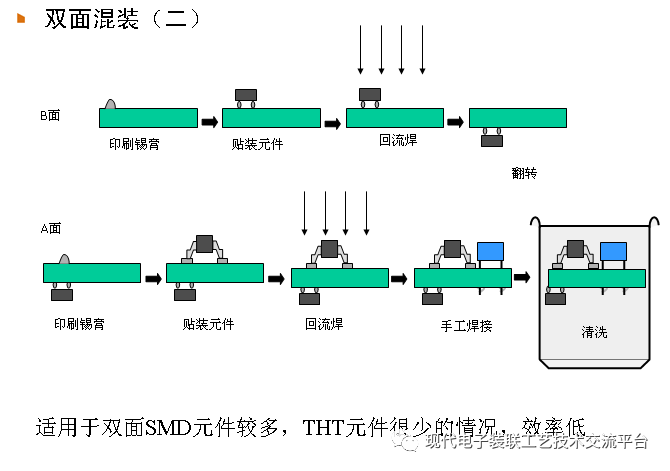
3.PCB布局选用的组装流程应使生产效率最高;设计者应考虑板形设计是否最大限度地减少组装流程的问题,即多层板或双面板的设计能否用单面板代替?PCB每一面是否能用一种组装流程完成?能否最大限度地不用手工焊?使用的插装元件能否用贴片元件代替?
4.选用元件的封装应与实物统一,焊盘间距、大小满足设计要求;
5.元器件均匀分布﹐特别要把大功率的器件分散开﹐避免电路工作时PCB上局部过热产生应力﹐影响焊点的可靠性;
6.考虑大功率器件的散热设计;
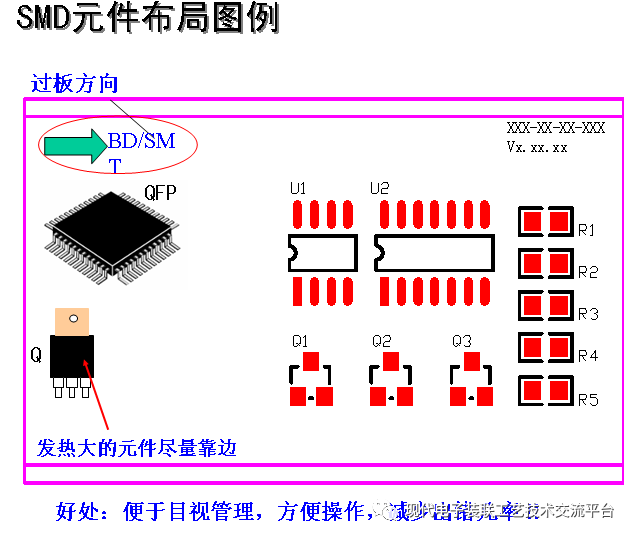
7.在设计许可的条件下,元器件的布局尽可能做到同类元器件按相同的方向排列,相同功能的模块集中在一起布置;相同封装的元器件等距离放置,以便元件贴装、焊接和检测;
8.丝印清晰可辨,极性、方向指示明确,且不被组装好后的器件遮挡住。
元件分布
1.均匀,方向尽量统一
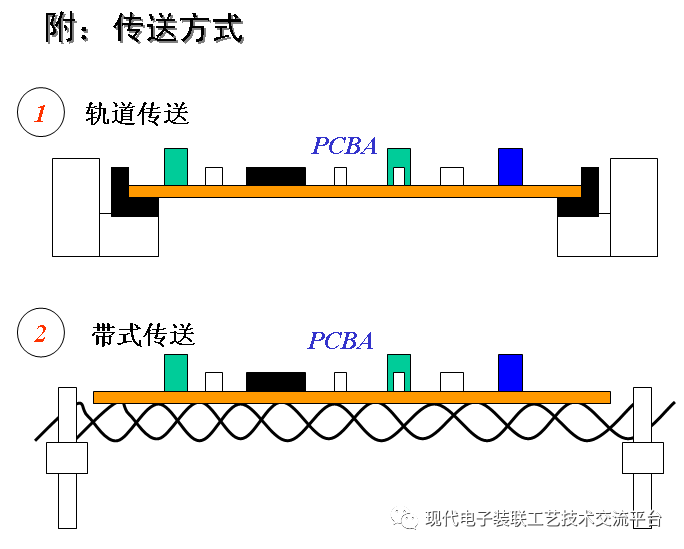
2.采用回流焊工艺时,元器件的长轴应与工艺边方向(即板传送方向)垂直﹐这样可以防止在焊接过程中出现元器件在板上漂移或采用波峰焊工艺时,无源元件的长轴应垂直于工艺边方向,这样可以防止PCB受热产生变形时导致元件破裂,尤其片式陶瓷电容的抗拉能力比较差
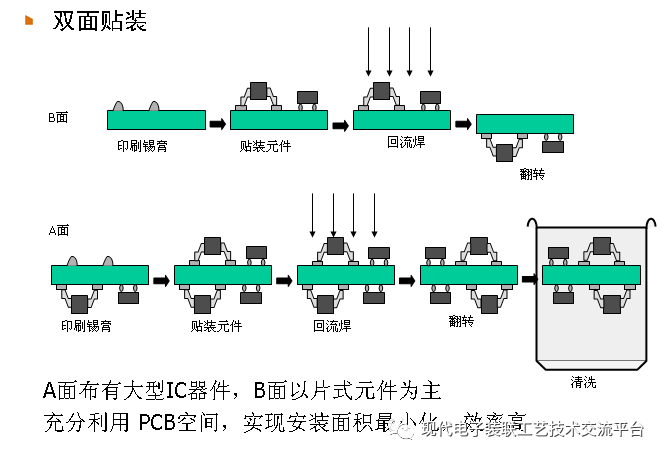
3.双面贴装的元器件﹐两面上体积较大的器件要错开安裝位置﹐否則在焊接过程中会因为局部热容量增大而影响焊接效果
4.小、低元件不要埋在大、高元件群中,影响检修
5.0603以下、SOJ、PLCC、BGA、0.6mm Pitch以下的SOP、本体托起高度(Standoff)>0.15mm的器件不能放在波峰面;QFP器件在波峰面要成45°布局
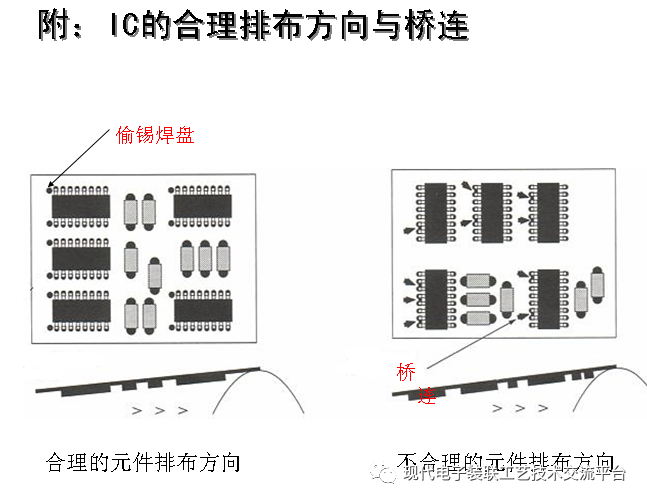
6.安装在波峰焊接面上的SMT大器件(含SOT23器件)﹐其长轴要和焊锡波峰流动的方向(即工艺边方向)平行﹐这样可以减少引脚间的焊锡桥接
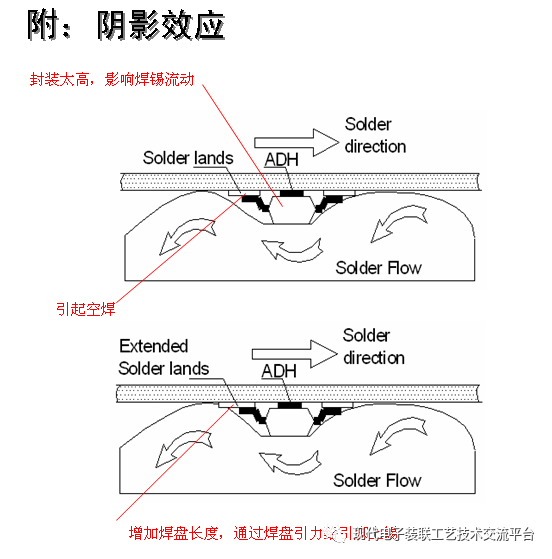
7.波峰焊接面上的大、小SMT元器件不能排成一条直线,要错开位置,较小的元件不应排在较大的元件之后,这样可以防止焊接时因焊料波峰的 “阴影”效应造成的虛焊和漏焊
8.较轻的THT器件如二级管和1/4W电阻等,布局时应使其轴线和波峰焊方向垂直,以防止过波峰焊时因一端先焊接凝固而使器件产生浮高现象
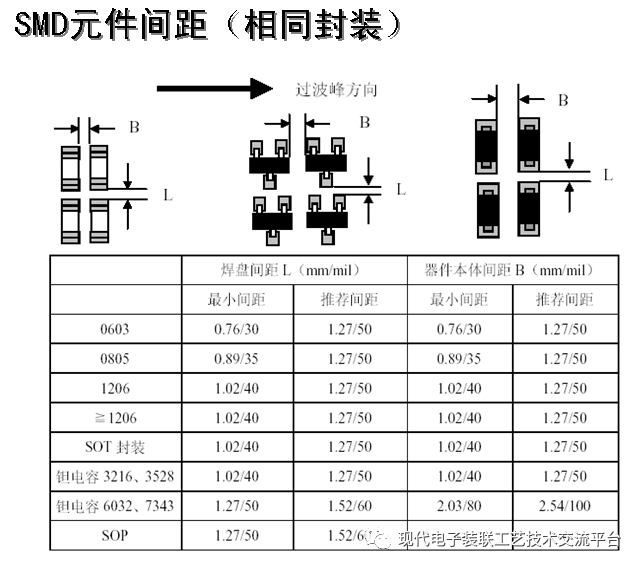
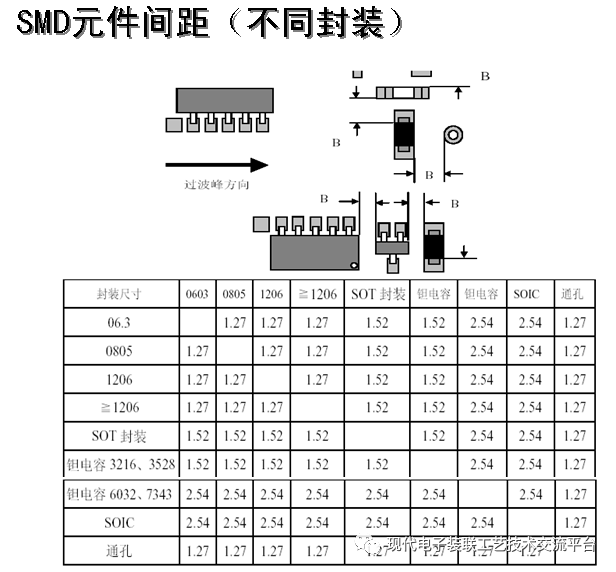
9.SMD元件间隔应满足设计标准,THT元件间隔应利于操作和替换
10.经常插拔器件或板边连接器周围3mm 范围内尽量不布置SMD,以防止连接器插拔时产生的应力损坏器件
11.为了保证可维修性,BGA 器件周围需留有3mm 禁布区,最佳为5mm 禁布区。一般情况下BGA 不允许放置在背面;当背面有BGA 器件时,不能在正面BGA 5mm 禁布区的投影范围内布器件
12.可调器件周围留有足够的空间供调试和维修;应根据系统或模块的PCBA安装布局以及可调器件的调测方式来综合考虑可调器件的排布方向、调测空间。
焊盘设计
1.SMT焊盘设计遵循相关标准,如IPC782标准
2.波峰面上的SMT元器件,其较大元件的焊盘(如三极管﹑插座等)要适当加大,如SOT23之焊盘可加長0.8-1mm,这样可以避免因元件的 “阴影效应”而产生的空焊
3.焊盘大小要根据元器件的尺寸确定,焊盘的宽度等于或略大于元器件引脚的宽度,焊接效果最好
4.对于通孔来说,为了保证焊接效果最佳,引脚与孔径的缝隙应在0.25mm~0.70mm之间。较大的孔径对插装有利,而想要得到好的毛细效果则要求有较小的孔径,因此需要在这两者之间取得一个平衡
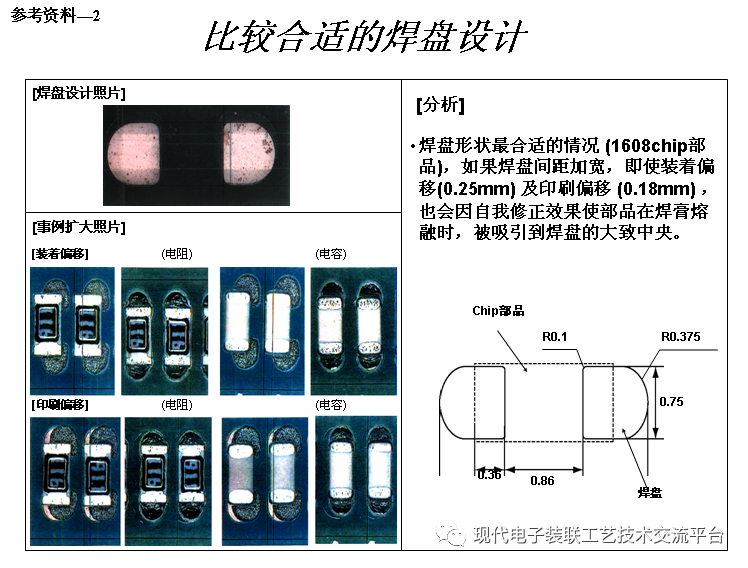
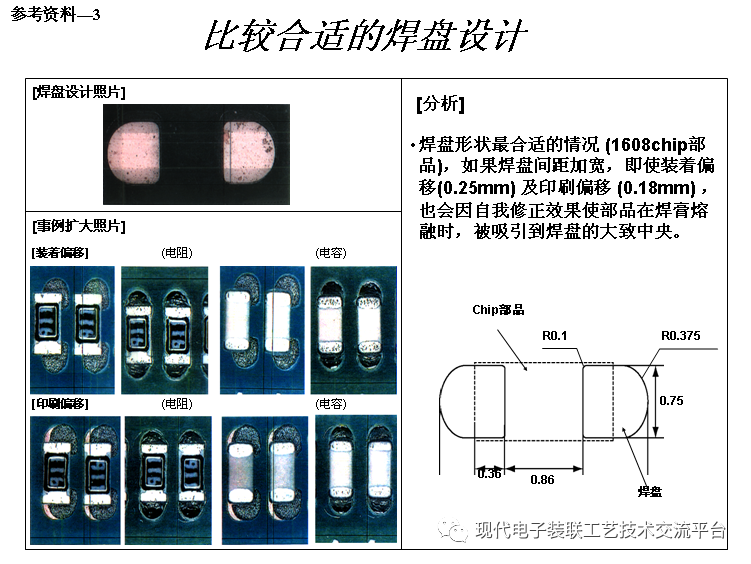
5.在两个互相连接的SMD元件之间﹐要避免采用单个的大焊盘﹐因为大焊盘上的焊锡将把两元器件拉向中间﹐正确的做法是把两元器件的焊盘分开﹐在两个焊盘中间用较细的导线连接﹐如果要求导线通过较大的电流可并联几根导线﹐导线上覆盖绿油
6.SMT元件的焊盘上或其附近不能有通孔,否則在回流焊过程中,焊盘上的焊锡熔化后会沿着通孔流走,会产生虚焊﹐少錫﹐还可能流到板的另一面造成短路
7.轴向器件和跳线的引脚间距(即焊盘间距)的种类应尽量减少,以减少器件成型的调整次数,提高插件效率
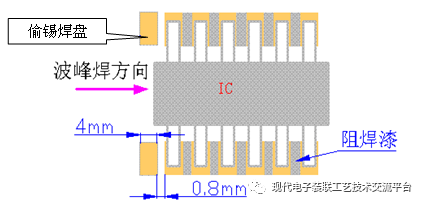
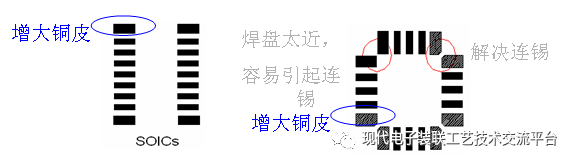
8.需波峰焊的贴片IC各脚焊盘之间要加阻焊漆,在最后一脚要设计偷锡焊盘
9.未做特别要求时,元件孔形状、焊盘与元件脚形状必须匹配,并保证焊盘相对于孔中心的对称性(方形元件脚配方形元件孔、方形焊盘;圆形元件脚配圆形元件孔、圆形焊盘),以保证焊点吃锡饱满
10.需要过锡炉后才焊的元件,焊盘要开走锡位,方向与过锡方向相反,宽度视孔的大小为0.5~1.0mm,以防止过波峰后堵孔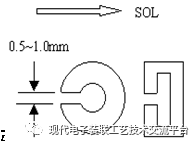
11.增大铜皮,增大边引脚的引力,便于回流焊自对中
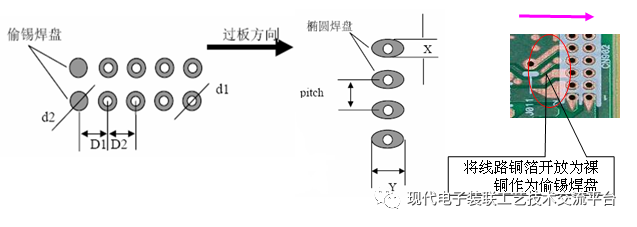
12.插件元件每排引脚较多时,以焊盘排列方向平行于进板方向布置器件时,当相邻焊盘边缘间距为0.6mm~1.0mm 时,推荐采用椭圆形焊盘或加偷锡焊盘,受PCB LAYOUT限制无法设置窃锡焊盘时,应将DIP后方与焊盘邻近或相连的线路绿漆开放为裸铜,作为窃锡焊盘用
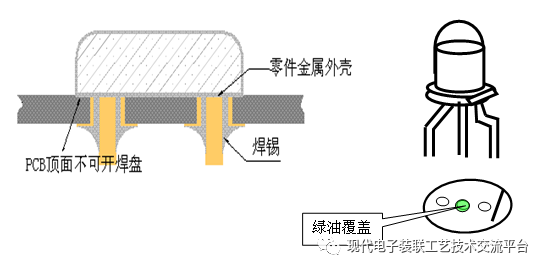
13.为防止过波峰时焊锡从通孔上溢到上板,导致零件对地短路或零件脚之间短路,设计多层板时要注意,金属外壳的元件,插件时外壳与印制板接触的,顶层的焊盘不可开,一定要用绿油或丝印油盖住(例如两脚的晶振、3只脚的LED)
走线要求
1.板面布线应疏密得当,当疏密差别太大时应以网状铜箔填充
2.为了保证PCB加工时不出现露铜的缺陷,要求所有的走线及铜箔距离板边:V-CUT边大于0.75mm,铣槽边大于0.3mm(铜箔离板边的距离还应满足安装要求)
3.考虑到PCB加工时钻孔的误差,所有走线距非安装孔都有最小距离要求。
o1)孔径<80mil(2mm),走线距孔边缘>8mil;
o2)80mil(2mm)<孔径<120mil(3mm),
o走线距孔边缘>12mil;
o3)孔径>120mil(3mm),走线距孔边缘>16mil
4.金属外壳器件下不可有过孔和表层走线
5.满足各类螺丝孔的禁布区要求
6.所有的走线拐弯处不允许有直角转折点
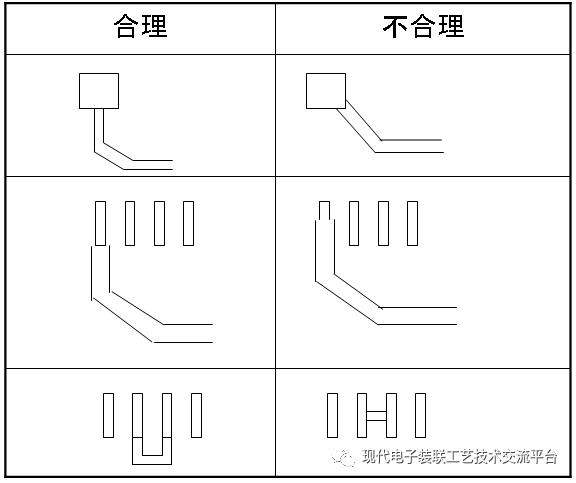
7.SMT焊盘引出的走线,尽量垂直引出,避免斜向拉线
8.当从引脚宽度比走线细的SMT焊盘引线时,走线不能从焊盘上覆盖,应从焊盘末端引线
9.当密间距的SMT焊盘引线需要互连时,应在焊盘外部进行连接,不允许在焊盘中间直接连接
PCB尺寸及外形要求
1.圆角:为方便单板加工,不拼板的单板板角应为R型倒角,对于有工艺边和拼板的单板,工艺边应为R型倒角,一般圆角直径为Φ5,小板可适当调整。有特殊要求按结构图表示方法明确标出R大小,以便厂家加工
2.工艺边:板边5mm范围内有较多元器件影响PCB加工时,可以采用加辅助边(工艺边)的方法,工艺边一般加在长边
3.Mark点:基准点用于锡膏印刷和元件贴片时的光学定位。根据基准点在PCB板上的用途,可以分为全局基准点、单元板基准点、个别器件基准点
4.有表贴器件的PCB 板对角至少有两个不对称基准点
5.形状:基准点的优选形状为实心圆
6.大小:基准点的优选尺寸为直径40mil±1mil
7.材料:基准点的材料为裸铜或覆铜,为了增加基准点和基板之间的对比度,可在基准点下面敷设大的铜箔
8.为了保证印刷和贴片的识别效果,基准点范围内应无其它走线及丝印
9.基准点中心距板边大于5mm,并有金属圈保护,基准点中心1.5mm(60mil)直径范围内开阻焊窗
10.需要拼板的单板,每块单元板上尽量保证有基准点
11.对于引线间距≤0.5mm的QFP和球间距≤0.8mm的BGA封装的器件,为提高贴片精度,要求在IC两对角设置基准点
拼板:当PCB尺寸小于50mm×50mm的PCB应进行拼板
1、采用拼板的目的
1)单元板面积太小,无法单独在设备上加工
2)为了提高生产效率
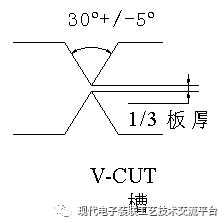
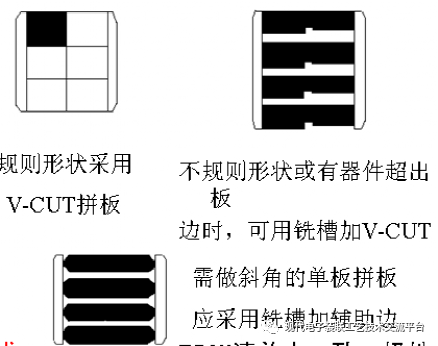
2、单元板间的连接方式主要有V-CUT槽和铣槽
1)常用于单元板和单元板的直接直线连接,为直通型,不能在中间停止或转弯
2)铣槽常用于单元板间需要留有一定距离或某一部分需要与板分离的
情况,一般和V-CUT槽配合使用
3)采用V-CUT槽拼板时,若拼板后板边元器件能满足生产设备的工艺边要求,可以不加额外的工艺边,若不能满足生产设备的工艺边要求,必须加工艺边
4)采用铣槽拼板时,必须加辅助边(工艺边),否则单元板之间无法连接。
5)当较小尺寸单元板由于结构安装上的要求需要作圆角或斜角时,拼板方式必须是铣槽加工艺边
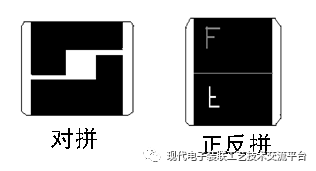
3、拼板方式:纵横拼板、对拼、正反拼板。对拼适合两块不规则的电路板,正反拼适合采用双面回流焊工艺的电路板;
丝印要求:清晰可辨且与BOM清单中一致,极性方向标记易于辨认
(文章来源:现代电子装联工艺技术交流平台)
![]()