

| 摩擦焊的机械化程度较高,焊接质量对设备的依赖性很大,要求设备要有适当的主轴转速,有足够大的主轴电动机功率、轴向压力和夹紧力,还要求设备同轴度好、刚度大。根据生产需要,还需配备自动送料、卸料、切除飞边等装置。
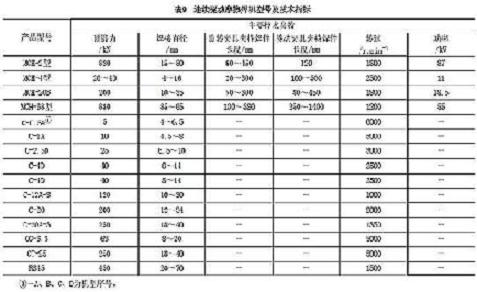
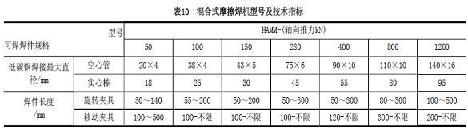
连续驱动摩擦焊机的设备 普通型连续驱动摩擦焊机主要由主轴系统、加压系统、机身、夹头、检测与控制系统以及辅助装置等六部分组成。 1)主轴系统 主要由主轴电动机、传动皮带、离合器、制动器、轴承和主轴等组成,主要作用是传送焊接所需要的功率,承受摩擦扭矩。 2)加压系统 主要包括加压机构和受力机构。加压机构的核心是液压系统。液压系统包括夹紧油路、滑台快进油路、滑台工进油路、顶锻保压油路以及滑台快退油路等五个部分。夹紧油路主要通过对离合器的压紧与松开完成主轴的启动、制动以及工件的夹紧、松开等任务。当工件装夹完成之后,滑台快进;为了避免两工件发生撞击,当接近到一定程度时,通过油路的切换,滑台由快进转变为工进。工件摩擦时,提供摩擦压力,依靠顶锻油路调节顶端力和顶锻速度的大小;当顶锻保压结束后,又通过油路的切换实现滑台快退,达到复位后停止运动,一个焊接循环结束。 受力机构的作用是为平衡轴向力(摩擦压力、顶锻压力)和摩擦扭矩及能防止焊机变形,保持主轴与加压系统的同心度。扭矩的平稳常利用装在机身上的导轨来实现。轴向力的平衡可采用单拉杆或双拉杆结构,即以工件为中心,在机身中心位置设置单拉杆或以工件为中心、对称设置双拉杆。 3)机身 机身一般为卧式,少数为立式。为防止变形和振动,应有足够的强度和刚度。主轴箱、导轨、拉杆、夹头都装在机身上。 4)夹头 夹头分为旋转和固定两种。旋转夹头又有自定心弹簧夹头和三爪夹头之分。弹簧夹头适宜于直径变化不大的工件;三爪夹头适宜于直径变化较大的工件。为了使夹持牢靠,不出现打滑旋转、后退、振动等,夹头与工件的接触部分硬度要高、耐磨性要好。 5)检测与控制系统 参数检测主要涉及时间(摩擦时间、刹车时间、顶锻上升时间、顶锻维持时间)、加热功率、摩擦压力(一次压力和二次压力)、顶锻压力、变形量、扭矩、转速、温度、特征信号(如摩擦开始时刻、功率峰值及所对应的时刻)等。 控制系统包括程序控制和参数控制。程序控制用来完成上料、夹紧、滑台快进、滑台工进、主轴旋转、摩擦加热、离合器松开、刹车、顶锻保证、车除飞边、滑台后退、工件退出等顺序动作及其联锁保护等。焊接参数控制,则根据方案进行相应的诸如时间控制、功率峰值控制、变形量控制、温度控制、变参数复合控制等。 6)辅助装置 主要包括自动送料、卸料以及自动切除飞边装置等。 设备的技术参数 表9和表10是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号、技术指标和适用范围,表11是部分国外厂家的设备型号及主要技术指标。
|

| 汉中双戟摩擦焊接制造技术有限责任公司联系方式: | ||
| 网址: | http://www.mocahan.cn/ | 电话:86-0916-2168126 |
| 地址: | 中国·陕西·陕西省汉中市经济开发区(北区)21号信箱 | |
| 查看更多摩擦焊接设备相关文章: | more |
| ·摩擦焊机工业控制计算机监测系统 newmaker (12/28/2016) ·石油钻杆的摩擦焊接和焊缝热处理工艺研究 宝钢技术 (12/28/2016) ·线性摩擦焊设备液压伺服系统的设计 newmaker (12/28/2016) ·焊接技术在轻金属航空机体制造中的应用 山东大学 李亚江 刘坤 (1/18/2016) ·搅拌摩擦焊–铝合金与钢的创新连接工艺 (10/13/2013) ·无针搅拌摩擦点焊技术研究现状分析 代建辉 赵华夏 栾国红 (7/19/2013) ·国产客机机身壁板搅拌摩擦焊工艺研究 newmaker (1/10/2013) ·搅钛合金/铝合金异种金属搅拌摩擦焊工艺研究 陈玉华 倪泉 黄春平 柯黎明 (8/10/2012) ·镁合金与钢搅拌摩擦焊焊缝成形探究 (6/26/2012) ·搅拌摩擦加工法制备铜/钛复合板探索 (6/20/2012) |
|
| 查看更多焊接设备/切割机相关文章: | more |
| ·摩擦焊焊接工艺 newmaker (2/24/2017) ·钻杆摩擦焊接生产线自动化系统的研制 南开大学自动化系 (2/21/2017) ·连续驱动摩擦焊基本原理 newmaker (2/21/2017) ·连续驱动摩擦焊设备及参数 newmaker (12/29/2016) ·摩擦焊机工业控制计算机监测系统 newmaker (12/28/2016) ·石油钻杆的摩擦焊接和焊缝热处理工艺研究 宝钢技术 (12/28/2016) ·线性摩擦焊设备液压伺服系统的设计 newmaker (12/28/2016) |
|
| 查看相关文章目录: | |
| ·机床与金属加工设备展区 > 焊接设备/切割机展厅 > 摩擦焊接设备 > 焊接设备/切割机文章 | |
![]()